反T形类型材零件的拉弯成形工艺的主要加工流程如下所示:
⑴来料检查。按要求检查型材截面尺寸,型材平直度,毛坯长度,表面质量,特别注意是否有表面缺陷。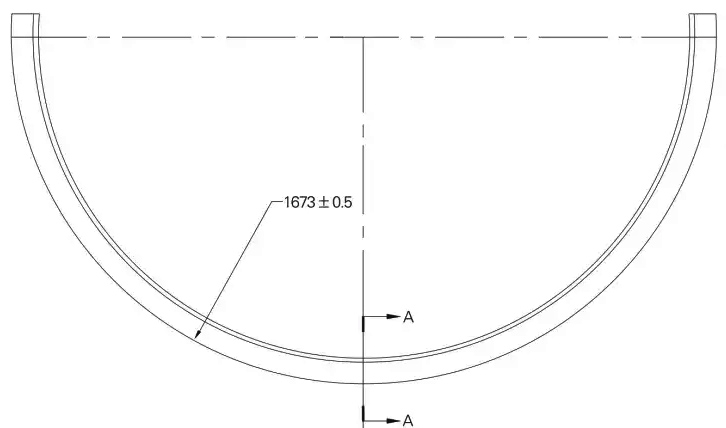
⑵铣切加工。对于反T形框,型材截面在拉弯前需要铣切,为了确保拉弯后的尺寸符合要求,我们在龙门铣机床上进行铣切加工,加工尺寸到名义值+2mm。
⑶预拉弯。在拉弯机上,利用拉弯模及拉弯夹头,通过控制拉弯参数(拉弯力、拉弯包角等)对毛坯进行预拉弯以达到预成形的要求。
⑷修整。检查两个面的平面度、角度,确保这些值符合要求,对于R值,可以利用三辊滚弯机辅助修整,修整到我们预定的外形即可。
⑸预拉弯后的检验。检验两个面的平面度、角度、截面的宽度等符合要求,对于R1000mm值达到我们预定的外形。
⑹淬火后的运输保存。为了保证铝合金材料的新淬火状态,淬火后成形前,需要把零件放入低于-10℃的温度中保存,在热处理出来以后,先放入冷库保存,运输时,用冷藏车运输,冷藏车的温度要低于-10℃。
⑺补拉弯。在拉弯机上,利用拉弯模及拉弯夹头,通过控制拉弯参数(拉弯力、拉弯包角等)对半成品进行再拉弯以达到最终要求;在补拉弯时,会根据不同零件的具体情况,选择性的进行边拉边修整以达到理想的外形和尺寸。
⑻修整。在校正平台上,用榔头等辅助工具进行修整,必要时,用校正检验模上进行敲修。
⑼检验。用检验模配合卡尺,塞尺进行检验,确保符合客户技术要求及图纸要求。
⑽钳工。用百洁布等打磨工具对表面进行修饰清理,零件及试片打标,确保可追溯性。
